
In pipe systems, valves are an important element. They manage the flow of liquids, gases, or steam in residential, industrial and commercial environments. You cannot manage the movement of fluids without valves. Various kinds of valves are employed in different applications.
Each of them serves its purpose depending on the system’s requirements. To ensure safety, efficiency, and proper flow, use the appropriate valve. In this Brick & Bolt article, we will be discussing the different types of valves and their applications to make you understand their particular function.
What is a Valve?
A valve is a piece of equipment installed in fluid piping systems for regulating fluid flow. It functions either by opening, closing, or throttling the fluid flow. Valves come in various shapes and sizes depending on their application. They may either be operated manually or run on hydraulic or electric power for automatic purposes.
They help in regulating the movement of liquids, gases, and steam between various environments. Valves are everywhere in our surroundings at home, in the workplace, and in the industry, offering convenience and safety in various applications.
What are the Functions of a Valve in Piping Systems?
Significant functions of a valve in piping systems are discussed below:
- Fluids can be guided in the right direction with the help of valves.
- They alter the flow of gases or liquids.
- The system’s required pressure is maintained by valves.
- Some valves help isolate system components for maintenance.
- To avoid damage, valves control pressure and temperature.
- They stop unwanted fluid movement and leaks.
- The right valve helps the system run smoothly and last longer.
What are the Different Types of Valves and Applications?
Various types of valves and their uses
1. Ball Valve
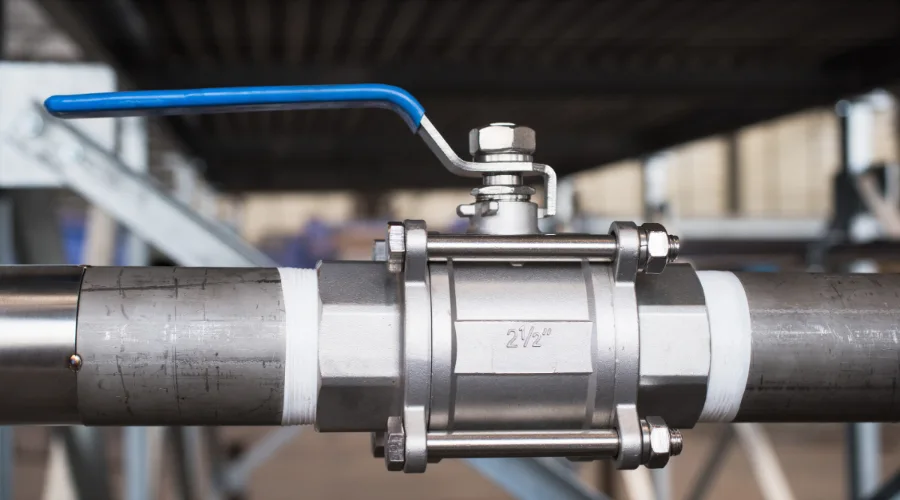
Ball valves employ a turning ball having a hole in it to restrict fluid flow. Fluid flows freely through the pipe when it is in line with the hole; when it is turned, fluid flow is stopped. The petroleum, chemical, and plumbing industries all use ball valves. Ball valves act quickly and have a tight shut-off.
Applications:
- Residential plumbing
- Industrial processes
- Gas and oil industries
2. Butterfly Valve

Butterfly valves regulate fluid flow with a revolving disc. They take up less room, are less expensive, and are lightweight. They are extensively used in fuel handling, HVAC, and water supply systems.
Applications:
- HVAC systems
- Water treatment
- Chemical processing
3. Check Valve
Check valves permit fluid flow in one direction only, avoiding backflow. They close automatically if the flow is reversed. They are widely utilised in pumps, water treatment plants, and air compressors to avoid damage.
Applications:
- Preventing backflow
- Pump protection
- Hydraulic systems
4. Diverter Valve
Diverter valves guide the flow so that it can be divided between different pipelines. They work effectively with pneumatic conveying systems and bulk material handling. They enhance efficiency through the control of multiple flow paths.
Applications:
- Mixing systems
- Chemical processing
- Hydraulic systems
5. Dome Valve
Dome valves employ an inflatable seal to manage flow in high-pressure systems. They can manage abrasive materials such as cement and ash. They provide dust-free and smooth operations in pneumatic conveying systems through their airtight sealing.
Applications:
- Manages abrasive materials
- Controls pneumatic systems
- Provides dust-free sealing
6. Double Dump Valve
Double dump valves contain two chambers that function jointly to expel materials while sustaining an airlock. They handle bulk solids in high-temperature settings. Double dump valves are extensively applied in chemical and cement industries.
Applications:
- Chemical industry standard
- Handles high-temperature solids
- Creates a material airlock
7. Dump Valve
Dump valves rapidly discharge great volumes of fluid or gas from a system. Dump valves are employed in industrial equipment and vehicle air systems. Dump valves suppress pressure build-up and guarantee safety.
Applications:
- Rapid pressure release
- Industrial safety mechanism
- Prevents system overload
8. Gate Valve
Gate valves utilise a sliding gate to shut or open fluid flow entirely. They are ideally used in applications that need full flow or shut-off. They find application in water supply, oil, and gas pipes.
Applications:
- Water supply systems
- Sewage treatment
- Oil and gas pipelines
9. Globe Valve
Globe valves manage flow by lifting or depressing a movable disc. They allow for accurate flow control and can be found in fuel, steam, and cooling systems. These valves efficiently regulate pressure.
Applications:
- Throttling and regulating flow
- Steam systems
- Cooling water circuits
10. Non-Return Valve
Non-return valves work similar to check valves in that they restrict backflow. They close automatically once the flow ceases. Non-return valves are essential in water supply, fuel systems, and compressed air service.
Applications:
- Prevents liquid backflow
- Water supply control
- Supports fuel systems
11. Plug Valve
Plug valves utilise a tapered or cylindrical plug to control fluid flow. They provide a fast shut-off and find application in chemical and gas industries. Due to their simplicity, they are able to function efficiently with low maintenance.
Applications:
- Used in the chemical industry
- Gas system control
- Quick fluid shutdown
12. Pneumatic Dump Valve
Pneumatic dump valves function with compressed air to rapidly discharge fluids or materials. They are typically applied in automation and industrial systems. These valves provide accurate and rapid operation.
Applications:
- Rapid material discharge
- Automation system control
- Industrial fluid management
13. Pneumatic Gate Valve
Pneumatic gate valves integrate gate valve construction with pneumatic actuation for automatic control. They offer effective flow control in industrial processes. These valves minimise human effort and enhance efficiency.
Applications:
- Automatic flow control
- Industrial process management
- Minimises human intervention
14. Poppet Valve
Poppet valves control the flow of gas or fluid by means of a spring-loaded mechanism. Air compressors, hydraulic circuits, and engine systems all use poppet valves. They can function quickly and effectively because of their compact design.
Applications:
- Air compressor control
- Engine system management
- Hydraulic circuit operation
15. Pressure Regulating Valve
A system’s pressure level is controlled by pressure regulating valves. Gas distribution, oil refineries, and water supply all use pressure regulating valves. They protect pipelines from variations in pressure and offer consistent performance.
Applications:
- Gas pipeline control
- Water supply management
- Oil refinery regulation
16. Pressure Relief Valve
In order to prevent damage or system failure, pressure relief valves release excess pressure. They are especially crucial in boilers, chemical plants, and fuel tanks. By avoiding overpressure situations, these valves offer security.
Applications:
- Boiler safety mechanism
- Chemical plant protection
- Prevents system failure
17. Solenoid Valve
An electrical coil is used by solenoid valves to either permit or prohibit fluid flow. Automation systems, medical devices, and irrigation all frequently use solenoid valves. These valves give electronic systems precise and efficient control.
Applications:
- Automation system control
- Medical device management
- Irrigation flow regulation
18. Switch Valve
Switch valves can be used in complex systems because they can channel fluid between two or more outlets. They are used in pneumatic circuits, HVAC, and the process industry. The valves improve fluid handling flexibility and efficiency.
Applications:
- Fluid path switching
- HVAC system control
- Industrial process management
Conclusion
At Brick & Bolt, we recognise that an unbroken and successful pipe system hinges on choosing the right valve. Each type of valve serves a specific purpose in helping regulate pressure, govern flow, and provide safety. With each building construction, we emphasise quality and reliability, opting for valves that conform to the demands of the system. Utilising the correct valves enhances overall performance, reduces maintenance issues, and enhances durability. Our goal is to provide strong, durable solutions that keep your industrial and plumbing systems as effective as they can be.